1. HP-RTM プロセスの概要
HP-RTM(高圧レジントランスファーモールディング)とは、高圧レジントランスファーモールディングプロセスの略称です。これは、繊維強化材料とプリセットインサートがあらかじめ積層された真空密閉された金型に高圧を使用して樹脂を混合し、注入する高度な成形技術です。樹脂は、金型の充填、含浸、硬化、離型を経て流れます。 、高性能・高精度な複合製品の成形プロセスを実現します。高効率、省エネ、環境保護などの利点があり、自動車、航空宇宙、エレクトロニクスなどの分野で広く使用されています。
このプロセスを図 1 に示します。
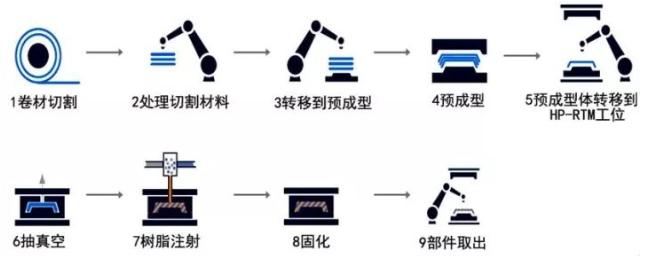
図 1 HP-PTM プロセス原理の模式図
2. HP-RTMプロセスの特性
HP-RTMにはプリフォーム加工、樹脂注入、プレス工程、トリミング工程が含まれます。従来の RTM プロセスと比較して、HP-RTM プロセスは射出後のプレス工程を増やし、樹脂の注入と充填の困難さを軽減し、プリフォームの含浸品質を向上させ、成形サイクルを短縮します。具体的なプロセスの特徴は次のとおりです。
(1) 金型への充填が早い。樹脂は金型キャビティに素早く充填され、浸透効果が高く、気泡や気孔率が大幅に減少します。また、低粘度の樹脂により樹脂の射出速度が大幅に向上し、成形プロセスのサイクルが短縮されます。
(2)高活性樹脂。樹脂の硬化反応速度が向上し、樹脂の硬化サイクルが短縮されます。高活性速硬化樹脂システムを採用し、高効率高圧混合射出装置を採用し、樹脂マトリックスの混合均一性を向上させています。同時に、成形時に高温環境が必要となるため、樹脂の硬化反応速度が大幅に向上し、生産サイクルの短縮とプロセスの安定化を実現します。高い安定性と再現性、
(3) 内部離型剤とセルフクリーニングシステムの採用により、装置の洗浄効率が向上します。インジェクションミキシングヘッドの自己洗浄技術を採用し、内部離型剤成分を原料に添加して装置の洗浄効率を効果的に向上させます。同時に製品の表面効果に優れ、厚みや形状の狂いが少ないです。低コスト・短サイクル(大量生産)・高品質生産を実現します。
(4) モールド内急速真空技術を採用。部品内の細孔含有量が減少し、部品の性能が向上します。製品内の細孔含有量を効果的に減少させ、繊維の含浸効率を向上させ、繊維と樹脂間の界面結合能力を向上させ、製品の品質を向上させます。
(5) 射出後の圧縮成形に真空引きを組み合わせる。部品の加工難易度が軽減され、樹脂含浸強化材の品質が向上します。これにより、RTM プロセスの接着剤注入ポートと排出ポートの設計の困難さが軽減され、樹脂の流動充填能力と樹脂による繊維への含浸品質が向上します。
(6) 型締めには二重剛体面を使用し、加圧には大トン数の油圧プレスを使用します。厚みのばらつきが少なく、立体的な形状を実現します。金型のシール効果を確保するために、金型を閉じるために二重の剛性面が使用され、加圧には大トン数の油圧プレスが使用されます。これにより、成形プロセス中の型締力が増加し、厚みと形状の偏差が効果的に低減されます。部品の。
(7) 表面性状、品質に優れています。インモールドスプレー技術と高光沢金型を使用することで、部品は非常に短時間で高精度の外観品質を得ることができます。
(8) プロセスの安定性と再現性が高い。ギャップ射出および射出後圧縮技術の使用により、樹脂の金型充填流量が大幅に向上し、プロセス欠陥の可能性が効果的に低減され、高いプロセス再現性が得られます。
3. 主要なプロセス技術
(1) 繊維強化材料の予備成形技術
繊維プリフォーム技術には主に次のものが含まれます。テキスタイル、編み物、編組プリフォーム。プリフォームを縫合する。チョップドファイバー射出プリフォーム。中でもホットプレス成形技術が最も広く使われています。この技術は成形剤が基本であり、繊維成形の鍵となるのは繊維予備成形型とプレス技術です。 HP-RTMプロセスは部品構造が比較的シンプルなため、成形型も比較的シンプルです。重要なのは、設計および制御手順を通じて、効果的かつ秩序正しく加圧および成形するために、成形金型および加圧ツールをどのように制御するかにあります。
(2) 高精度樹脂計量・混合・射出技術
HP-RTMプロセス樹脂の混合・射出には、主に樹脂主材とインモールドスプレー樹脂の2つの方式があります。その制御の鍵を握るのは、高精度樹脂計量システム、迅速かつ均一な混合技術、混合装置のセルフクリーニング技術です。 HP-RTMプロセス樹脂の主材料は高温高圧下で正確に計量する必要があり、高精度の定量ポンプ設備が必要となります。樹脂の均一な混合と自動洗浄には、効率的な自動洗浄型の複数のミキシング ヘッドの設計が必要です。
(3) 成形金型温度場均一性とシール設計
HP-RTM プロセス中、成形金型の温度場の均一性は、金型キャビティ内の樹脂の流れと充填性能を決定し影響を与えるだけでなく、繊維浸透性能や全体的な性能にも大きな影響を与えます。複合材料の内部応力、および製品の内部応力。 。したがって、中温加熱と効率的かつ合理的な循環油回路設計を組み合わせる必要があります。金型のシール性能は、樹脂の流れや金型の充填特性、さらには成形プロセスの排気能力に直接影響します。これは製品のパフォーマンスに影響を与える重要なリンクです。製品に応じてシールリングの位置、方法、数量を設計する必要があります。同時に、部品の性能を確保するために、樹脂充填プロセス中に空気漏れがないことを保証するために、金型の嵌合ギャップ、排出システム、真空システムなどのシールの問題を解決する必要があります。
(4) 高精度油圧プレスとその制御技術
HP-RTMプロセスでは、樹脂充填工程における型閉ギャップ制御やプレス工程における圧力制御など、高効率かつ高精度な油圧プレスシステムの確保が求められます。同時に、成形プロセスの連続性を確保するために、接着剤射出プロセスとプレスプロセスのニーズに応じてタイムリーな制御技術を提供する必要があります。
 日本語
日本語
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



